在精密制造领域,CNC去毛刺一直是影响零件品质的关键环节。传统的人工打磨或机械抛光方式,往往在面对复杂曲面、深孔内腔、管状夹缝等特殊结构时显得力不从心。随着航空轴承、医疗器械、电子五金等行业对表面处理精度要求的不断提升,如何在保证去毛刺效果的同时避免工件损伤,成为制造企业亟待解决的痛点。
CNC加工后的毛刺困境
CNC加工件的毛刺问题具有典型的行业共性。自动车床、加工中心生产的精密零件,往往在棱角、孔口、交界面等位置残留大量毛刺。这些微小的金属凸起不仅影响装配精度,更可能在后续使用中脱落造成设备故障。传统去毛刺方式存在三大瓶颈:
处理盲区多:手工打磨无法触及复杂内腔,化学去毛刺可能腐蚀基材。
精度损失风险:砂带机、滚筒研磨等方式易导致工件变形或过度磨削。
效率与一致性矛盾:人工作业速度慢且质量不稳定,批量生产时难以保证统一标准。
磁力抛光技术的解决方案逻辑
针对上述痛点,磁力研磨技术通过磁场驱动研磨介质的方式,实现了对工件的多维度无死角处理。其关键原理在于:利用磁感效应使研磨磁针在磁场作用下高速旋转跳跃,在与工件的相对运动中完成除毛刺、倒角、抛光、清洗的多重工序。
湖广抛光作为该领域的设备供应商,其产品矩阵覆盖了从小型精密件到超大尺寸零件的处理需求。以服务超过6000家客户、累计销售10000多套设备的市场实践来看,这种技术路线已在珠三角及内地各省的制造企业中得到验证。

不同应用场景的设备选型
精密工件的定制化方案
对于航空轴承、手术器械等高精密零件,980H磁悬浮磁力机提供了针对性的处理能力。其磁悬浮投入式抛光设计,通过磁场控制研磨介质运动轨迹,避免工件与设备硬接触。配备的西门子电机与PLC编程系统,可实现研磨力度、速度、时间的精确调节,主电机功率5.5KW、转速0-1800R/MIN的参数配置,能够适应不锈钢、铝合金、钛合金等不同材质的加工需求。

该设备的1000×720×300MM研磨桶尺寸,配合中国台湾银磐导轨的精密传动,使得复杂曲面零件的盲孔、倒角等部位都能获得均匀的抛光效果。动态触摸屏显示的可视化界面,让操作人员能够实时监控抛光进度并调整参数。
批量生产的通用型解决方案
针对自动车床件、压铸件的批量去毛刺需求,D系列与S系列磁力抛光机提供了多规格选择。从360D的1.5KW小型设备到980S的5.5KW大容量机型,其共同特点是集成了计时自动停机功能,支持一人多机操作模式。

以420型号为例,2.2KW功率配合400mm研磨槽,适合处理手机外壳、家私五金等中小型零件。其正反转与平移功能的设计,使研磨磁针能够从多角度接触工件表面,相比单一旋转方式,毛刺去除效率更高。880H/880S系列则通过增大研磨槽尺寸至800mm以上,满足自行车配件、汽车零部件等较大工件的处理需求。
超大尺寸零件的特殊处理
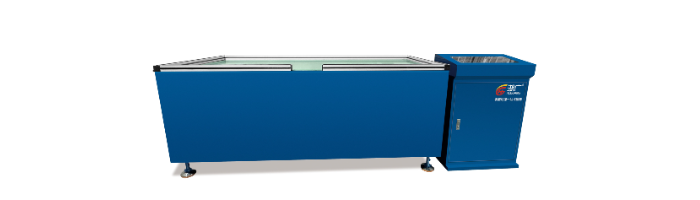
当面对发动机叶片、长轴类零件时,常规设备往往受限于研磨槽长度。HG系列平移磁力抛光机通过提供1100mm至2900mm的超长研磨槽,解决了这一难题。HG-3000配置的3个4KW电机**驱动设计,确保了长槽体内磁场分布的均匀性,避免出现抛光不均的现象。
提升效率的关键技术突破
在实际生产中,设备效率直接影响产能。双工位翻斗磁力机的创新设计,通过磁盘升降功能实现了自动卸料,其磨抛针跳跃高度达到70-80MM,使得研磨介质与工件的接触频次提升,单机效率相比传统设备提高20%以上。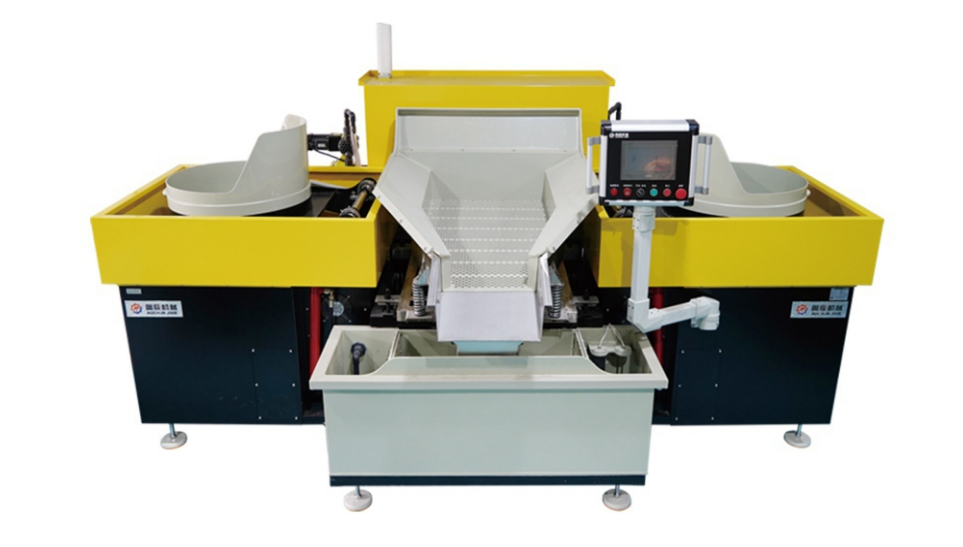
该设备配备的抛光液与水混合液循环系统,不仅降低了研磨液的消耗成本,同时通过系统自动诊断错误与报警功能,减少了因操作失误导致的停机时间。这种设计对于需要24小时连续生产的企业而言,具有明显的成本优势。
研磨介质的选择要点
设备性能之外,研磨磁针的规格匹配同样关键。湖广抛光提供的S1-S10系列磁针,直径从0.2mm到2.0mm,针对不同孔径和夹缝实现精细研磨。采用不锈钢锻制工艺的磁针,具备耐磨耐腐蚀特性,在正常使用条件下寿命可达2-3年,避免了频繁更换耗材的成本支出。
对于半导体器件、医疗植入物等对表面洁净度要求极高的应用,选用细规格磁针配合**抛光液,能够在去除毛刺的同时,将表面粗糙度控制在Ra0.2μm以内。
环保合规的配套方案
CNC去毛刺过程产生的研磨废水,含有金属碎屑、油污、化学添加剂等复杂成分。传统的沉淀过滤方式难以达到排放标准,更无法实现水资源回用。湖广抛光的集成污水处理设备采用三级过滤与反渗透技术,通过无纺布过滤+活性炭吸附+绕线滤芯的逐级净化,使处理后水质接近自来水标准。

以JY-Z5T型号为例,5吨/天的处理量配合PLC自动控制系统,实现了PH值调节、定时冲洗的无人值守运行。优化的工艺流程减少了药剂投加量,相比传统方法运行成本降低30%以上。这对于日处理废水量大的电镀、清洗等企业,既解决了环保合规问题,也带来了经济效益。
技术应用的行业延伸
从市场反馈来看,磁力研磨技术的应用场景已从传统五金行业拓展至多个精密制造领域。在航空领域,涡轮叶片的气动外形精度要求误差小于0.01mm,磁悬浮抛光的无接触特性避免了叶片变形;在医疗器械制造中,人工关节的复杂内腔需要***光滑以减少磨损,磁力研磨能够处理传统工艺无法触及的死角;在电子行业,手机中框的倒角一致性直接影响外观品质,批量自动化抛光保证了产品合格率。
这些应用的共同特点是:对表面处理的精度、一致性、效率有严苛要求,而磁力抛光技术通过磁场可控、介质自适应的特点,恰好契合了这些需求。
设备选型的实践建议
企业在选择CNC去毛刺设备时,需综合考虑工件特性、产量需求、场地条件等因素:
工件尺寸与复杂度:小型精密件选用360D-550D系列,大型或超长件需配置HG系列平移机型。
材质与表面要求:硬质合金、钛合金等难加工材料,建议选用功率较大的880H或980S型号,配合细规格磁针。
自动化程度:需要减少人工干预的生产线,双工位翻斗机的自动卸料功能可明显提升效率。
环保要求:涉及废水排放的应用,应同步配置污水处理设备以满足合规标准。
从湖广抛光通过ISO9001认证和多项专利注册的技术积累来看,其设备在导轨精度、电机稳定性、控制系统响应速度等关键指标上具备工业级可靠性。第二代磁力机销量突破1000套的市场表现,也侧面反映了该技术路线的成熟度。

技术演进的未来方向
随着智能制造的深入推进,CNC去毛刺环节正朝着数字化、柔性化方向发展。通过在磁力抛光设备上集成传感器和数据采集模块,可实时监测研磨力、温度、振动等参数,结合机器学习算法优化工艺参数。未来的设备可能实现"一键式"自适应抛光,根据工件材质和形状自动匹配比较好研磨方案。
同时,环保要求的持续提升也在推动闭环生产系统的应用。将磁力抛光设备与污水处理、废料回收系统集成,构建零排放的表面处理车间,将成为**制造企业的标准配置。
对于正在寻求提升CNC加工件品质的企业而言,磁力抛光技术提供了一种兼顾效率、精度与环保的解决路径。通过合理选型和工艺优化,这项技术能够有效攻克传统去毛刺方式的局限,为精密制造的品质升级提供支撑。